螺纹内置件、内置螺丝或其它金属部件均可通过超声波将其埋入塑料件。通过设计金属件及塑料件,高的扭力系数及强度均可得到保证,如图33所示。 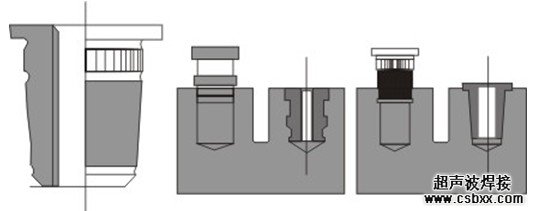
 ① 金属件能平稳地安放在塑料孔内.一般金属件做成斜形件,塑料孔做成台阶、直、或斜形。在塑料孔顶部的位置要比金属件的底大0.1-0.2mm。便于金属件的安放。保证加工前金属件稳妥放置,并保持垂直。 ② 安装孔的底部与底部塑料应有R≥0.2mm的加强位或增加加强筋,保证安装孔的强度。 ③ 安装孔直径应比埋插金属件小,埋插过程中塑料的熔接量一定要大于至少等于金属边位固定纹路所需塑料量。另金属边固定位的纹路要够粗、够大,以保证强度。 ④ 塑料孔底部应留下空余位1-3mm,用于熔融塑料的走位。 ⑤ 为保证扭力和强度,安装孔壁的厚度必须不小于 1.5mm,或者大于2mm。 埋插过程中出现埋插件摆动的情况,可通过如下方式解决: ① 减小超声波能量,即将振幅降低。 ② 下降速度和压力减小。另外,埋插过程中,金属表面会有小部分擦伤痕迹。埋插过程中一般允许金属表面比塑料表面高0.1mm。所以埋插过程中支持面应是金属表面,所以金属件表面设计一个较大平面支撑以保证垂直及平衡。如图33所示。 埋插的强度根据设计和塑料不同而有所不同。 |