
螺母概述
1)螺母:螺母有钻石花和斜花纹两种,钻石花不适合热熔但在超声波工艺中表现良好;斜花纹埋植时有自我导向功能,扭拉力综合性能良好。
2)选滚花之间有沟槽的螺母,上下端滚花方向相反,沟槽可以容纳塑料,此结构抗拉抗扭性能较好。
3)在我们使用的对尖角敏感的无定型塑料(PC、ABS)不要使用花纹太尖的螺母。
4)螺母材质主要有三种:1.标准黄铜C3604/H59;2.低铅铜/青铜CuZn38Pb2,符合欧盟ROHS环保标准;3.不锈钢,一般情况下螺母不需要做表面处理,特殊的情况下可以电镀。
螺母的埋入方式
1)热熔螺母
热熔埋置是常见、通常的埋入方式,一般以热熔机及手工电烙铁埋钉。热压质量较好,已有专用热压设备,设备价格低。
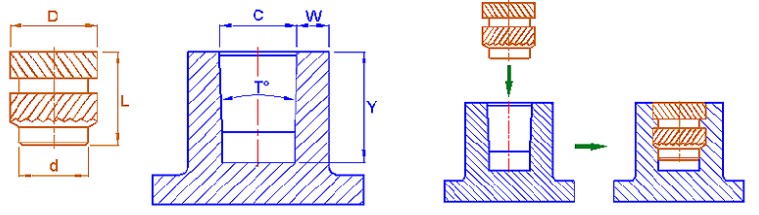
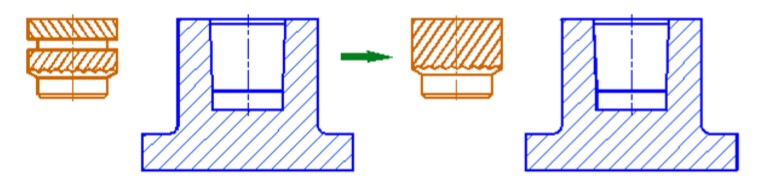
2)注塑螺母
注塑成型埋置一般对螺母的孔径要求很严格,孔径管控在0.05mm以内,因为产品以Molding?Pin固定后放置于射出成型模具中,螺母孔径要以注塑成型机的PIN针的大小来管控。
3)超声螺母
超声埋置是一种通过超声振动,使螺母与工件表面及内在分子间的磨擦而使传处到接口的温度升高,当温度达到此工件自身的软化温度时,将螺母埋植于胶件中,当震动停止,工件同时在一定的压力下冷却定形。不建议采用超声压接,超声压接设备很贵。
3.塑胶孔设计与螺母选择
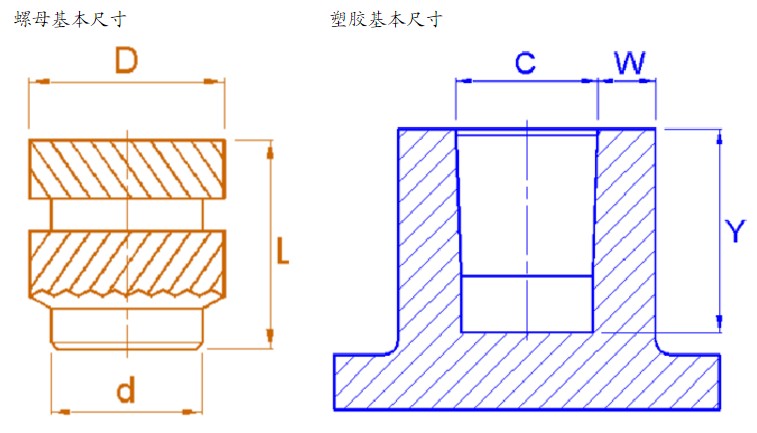
注:D:螺母外径?L:螺母长度?d:螺母底座?C:塑胶孔径?W:塑胶孔壁厚?Y:塑胶孔深
1)塑胶孔与螺母的选择参数
A.d尺寸为螺母底座,也称导向定位部分,在埋入前与塑胶C部分配合,因此?螺母底端d部分要比塑胶BOSS内孔径C尺寸小,以方便定位;
B.D尺寸为螺母外径,它与塑胶BOSS内孔径C尺寸相配,一般手机螺母塑胶内孔径比螺母外径小约0.3-0.4mm;即单边过盈0.15~0.2mm;
C.L尺寸为螺母长度,它与塑胶BOSS孔深度Y尺寸配合,一般塑胶孔深比螺母高(长)度大0.5-1.0mm的深度用于储胶;
D.W为塑胶孔壁厚,一般塑胶BOSS孔肉厚为0.8-1.0mm以上,螺母尺寸规格越大,肉厚越大。(见下表参数)
| 螺牙Thread | 外径D | 长度L | 塑胶孔径 | 塑胶肉厚W | |
| 直径C | 深度Y | ||||
| M1.2*0.25 | 2.3 | 2.0 | 2.0 | 3.0 | 0.8 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| M1.2*0.25 | 2.5 | 2.0 | 2.2 | 3.0 | 0.8 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| M1.4*0.3 | 2.3 | 1.8 | 2.0 | 2.8 | 0.8 |
| 2.0 | 3.0 | ||||
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| M1.4*0.3 | 2.35 | 2.0 | 2.1 | 3.0 | 0.8 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 4.0 | 5.0 | ||||
| M1.4*0.3 | 2.5 | 2.0 | 2.2 | 3.0 | 0.8 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| M1.4*0.3 | 2.7 | 2.0 | 2.3 | 3.0 | 0.8 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| M1.6*0.35 | 2.5 | 1.8 | 2.2 | 2.8 | 1.0 |
| 2.0 | 3.0 | ||||
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| 4.0 | 5.0 | ||||
| M1.6*0.35 | 2.7 | 2.0 | 2.3 | 3.0 | 1.0 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| 4.0 | 5.0 | ||||
| M1.6*0.35 | 3.0 | 2.0 | 2.6 | 3.0 | 1.2 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| 4.0 | 5.0 | ||||
| M1.7*0.35 | 3.0 | 2.0 | 2.6 | 3.0 | 1.2 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| 4.0 | 5.0 | ||||
| M1.8*0.35 | 3.0 | 2.0 | 2.6 | 3.0 | 1.2 |
| 2.5 | 3.5 | ||||
| 3.0 | 4.0 | ||||
| 3.5 | 4.5 | ||||
| 4.0 | 5.0 | ||||
备注:以上皆为建议数据,如有其它所需尺寸将可另行制作!
2)Insert/Nut热熔在螺柱里后要能承受2.5Kg.cm的扭力和15Kg的拉力。
3)如果热熔螺母的拉、扭力不能满足要求时,可以考虑采用模内镶件的方式。
4)下图中所示的Insert/Nut与螺丝
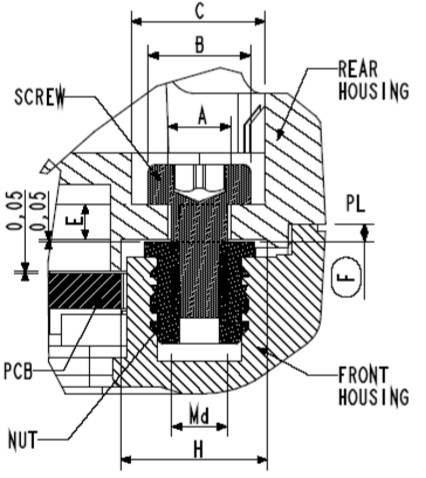
柱尺寸关系为:Md—螺丝螺径;A=Md+0.2;B=2xMd+0.2;C=B+0.4;E>=0.8mm;F尺寸很关键,是必须在装配图中明确标出的Insert/Nut热熔后与基准面的距离,且每次新送样都要检验。H=螺柱外径+0.20mm。下壳螺柱底面与Insert/Nut面的距离为0.05mm;下壳螺柱外圈顶住PCB板处与PCB板的距离为0.05mm。
4.经验总结与案例分析
1)塑胶BOSS孔尺寸开立大小的影响?
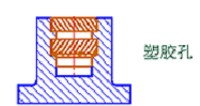
若:塑胶与螺母选择上无问题,?螺母埋入塑胶后标准状态如下图所示:
若:螺母尺寸太小,塑胶BOSS孔太大,螺母埋入塑胶?后吃不到胶,会产生扭拉力不足现象如下图所示:
若:螺母尺寸太大,BOSS孔太小,会产生溢胶或者爆裂现象如下图所示:

2)如螺母尺寸与塑胶尺寸都没有问题,还有异常现象发生,那我们通常会考虑通过一些优化设计来改善;
例1、塑胶BOSS孔深较浅,会产生扭拉力不足
由于BOSS孔深度较浅,如选择双斜纹的螺母,在螺母各尺寸比例调配下,特别是压花上,压花段差较短,这样的螺母埋入塑胶后,压花吃胶面的塑胶太少,会产生扭拉力不足现象,所以一般建议,将BOSS孔深设在2.5mm以上,螺母尺寸长度一般建议做2.0mm以上。
改善方案:类似这种情况,在客户不方便改模情况下,可建议将螺母花形改为单斜BS1,如下图图所示,这样将压花段差加大,压花吃胶面的塑胶增大,从而增加扭拉力。
例2、塑胶BOSS孔溢胶,爆裂
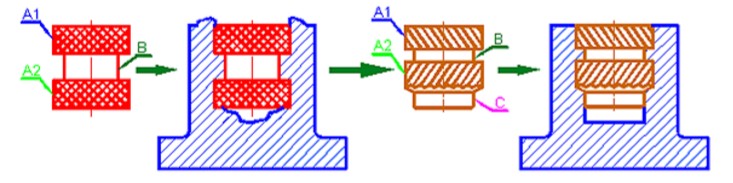
由于选择左图样式螺母,在埋入塑胶后,A1、A2处膨胀,B处却急剧收缩,造成塑胶排挤困难,螺母上下端容易产生溢胶现象,严重影响了产品处观;
改善方案:以“C”部分为导向定位,使螺母能稳妥地放入塑胶孔位中,提高了效率和良品率,由于加了C端导向部分,A2排挤一定的胶料后,也预留了足够的胶料给A1部分,同时因A1、A2部分是呈90°交角为45?°的斜纹,并可交角形成高强度的节点,阻抗圆周上的扭动力,使扭拉力大大的增加!
3)设计注意点:
A.模具顶针公差和螺母公差需要严格控制,参照旧版ISO螺纹孔规标准;
B.注意进胶点的设计,不能靠近螺母位置,以免料流冲击造成螺母位移埋植温度应低于塑料熔点10~20度,理想埋植温度为T+/_2度,超声波瞬间释放能量,对螺母冲击大,容易破坏螺母特别是螺纹结构;
C.M1.6以下的螺母不适合超声波埋植;
D.热熔螺母和壳体接触的端面需要做导向台阶或倒角,便于热熔时放置和对中。塑料孔不用特别设计斜角,设计塑料孔径时孔径尺寸大于螺母导向端直径0.3mm以上;
E.热固性塑料不适合热熔和超声波埋植,可以选择精密而尖锐的滚花螺母直接压入;
F.塑料孔位置尽量避开结合线处,避免因为应力存在埋植螺母时导致塑料孔破裂,螺母埋植后的端面高度高于塑料孔端面0.05mm;
G.一般螺母滚花宽度0.4mm,间距0.4mm,滚花深度0.2mm。
5.Boss设计
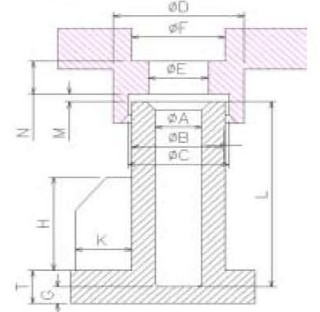
A-热熔螺母的BOSS内径:此尺寸要根据螺母的外径而定,比螺母外径单边小0.15-0.2mm;
B-热熔螺母的BOSS外径:理论要求是螺母外径的1.5倍;但实际我们往往至少保证热熔后壁厚0.7(0.8)mm;
C-上BOSS套往下BOSS的内径:此尺寸只要比下BOSS外径单边大0.1mm就可以了;
D-上BOSS外径:此尺寸只要比C尺寸单边大0.6mm就可以;
E-过螺钉的孔径:M1.4的螺钉取1.6mm,M1.6的螺钉取1.8mm;
F-放置螺钉帽的孔径:此尺寸只要比螺钉帽直径单边大0.1mm就可以;
T-壳体壁厚;
G-BOSS底部壁厚:一般取0.7-0.8T(壳体壁厚)
H-BOSS加强筋的高度:一般为4T,但我们通常利用此加强筋和上BOSS夹住主板;
K-BOSS加强筋的宽度:一般为2T;
L-热熔螺母的BOSS深度:一般保证比螺母长度长0.5mm;
M-上下BOSS间的距离:一般取0.1mm,也可取0.05mm;
N-上BOSS过螺钉的壁厚:0.8-1.0mm,M1.4的取0.8mm,M1.6的取1.0mm;
注意:BOSS柱内孔尽量切平,有利于模具加工设计;头部倒C角或沉孔,有利于螺母热熔。
常用螺母的各值参考列表
| M1.2 | M1.4 | M1.6 | |||
| M1.2*2.35*L2.0 | M1.2*2.5*L2.0 | M1.4*2.35*L2.0 | M1.4*2.5*L2.0 | M1.6*2.5*L2.0 | |
| ФA | 2.0 | 2.2 | 2.0 | 2.2 | 2.2 |
| ФB | 3.8 | 3.9 | 3.8 | 3.9 | 3.9 |
| ФC | 4.0 | 4.1 | 4.0 | 4.1 | 4.1 |
| ФD | 5.2 | 5.3 | 5.2 | 5.3 | 5.3 |
| ФE | 1.5 | 1.5 | 1.6 | 1.6 | 1.8 |
| ФF | 视螺钉帽直径而定,比螺钉帽直径单边大0.1mm | ||||
| L | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 |
| M | 0.1(0.05) | 0.1(0.05) | 0.1(0.05) | 0.1(0.05) | 0.1(0.05) |
| N | 0.8 | 0.8 | 0.8 | 0.8 | 1.0 |
注意:螺母的长度规格常用有:2.0mm、2.5mm、3.0mm。
- 上一篇:没有了
- 下一篇:铜螺母埋植的方式