
塑件在成型脱模后,尚不能直接投入使用,还需进行一些处理,因这种处理是在成型、脱模后进行的,故称后处理,现分述如下:
1.修整
在塑件脱模后,塑件上总要带有一些浇口飞边等多余物,它们对塑件的外观和使用均带来不利,因此需将之去除,这种去除较为简单,一般可用手工操作一些简单工具将之除去。
2.热处理
1)热处理的目的
由于生理在料筒内塑化不均匀火灾模腔内的冷却速度不同,常使塑件中产生内应力,这种内应力的存在对塑件的质量带来极大危害,而消除这种内应力的常用办法就是对塑件施行热处理。
2)热处理消除内应力的机理
热处理之所以能消除内应力,其机理主要有:
①通过加热,使被强迫冻结的大分子键得到松弛,凝固的大分子键转向无规位置,从而消除这一部分内应力。
②提高结晶度,稳定结晶结构,从而提高结晶塑料制品的物理性能和降低内应力。
3)热处理的方法
将塑件置于一定温度的液体介质(水、矿物油、甘油、乙二醇等)或热空气循环烘箱中,经过一段时间加热后,再取出缓慢冷却至室温。
①热处理温度
一般热处理温度应控制在高于塑件使用温度10-20℃,或低于塑件的热变形温度10-20℃为宜。温度过高会使塑件发生翘曲或变形,温度过低又消除不了内应力。
②热处理时间
热处理时间取决于塑料品种、塑件形状和成型工艺条件。通常,分子键的刚性越大,塑件壁越厚,热处理时间越长。以达到消除塑件的内应力为原则。
3.调湿处理
1)调湿处理的目的,使塑件隔绝空气,防止氧化,加快吸湿平衡,使尺寸稳定。
2)调湿时间取决于塑件形状、厚度和结晶度的大小,一般数小时即可。
3)调湿处理的温度。调湿处理是将刚脱模的塑件放到热水中进行处理,热水温度一般为80-100℃,热变形温度高者取大值,低者取小值。
在进行调湿处理时,当达到所需要的温度和时间后,一定要缓慢地冷却到室温,若速度过快则会产生新的内应力。
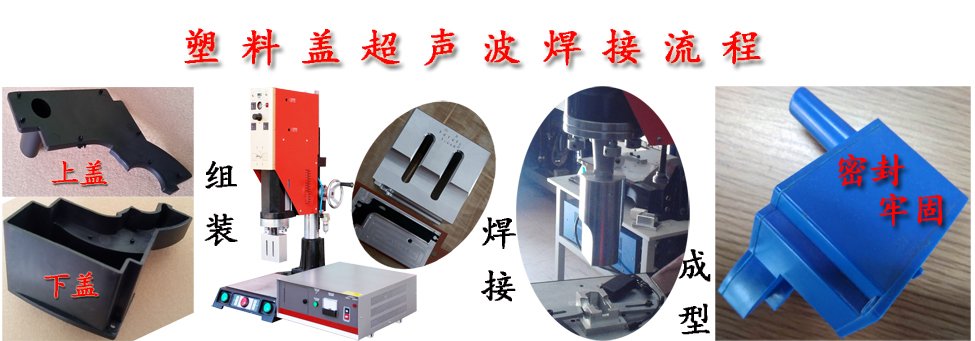
4.表面印刷、电镀、超声波焊接等。
超声波塑料焊接是注射塑料制品后处理使用很频繁的工艺。
- 上一篇:注射成型工艺过程
- 下一篇:塑料制品注塑成型工艺条件