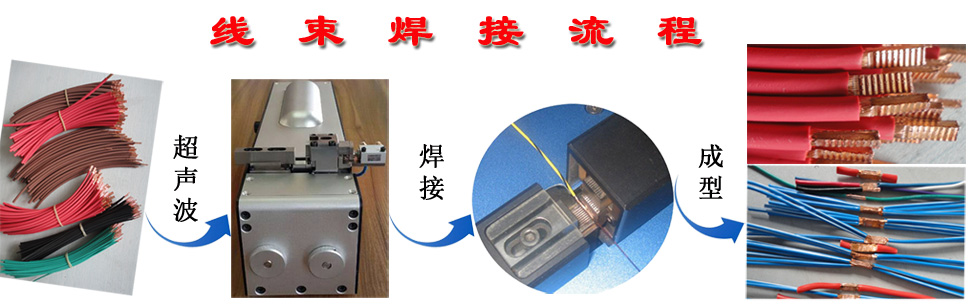
超声波线束焊接机焊接品质主要体现在两方面:检验标准和焊接设备上如何分析。
首先,我们来看看什么样的焊接效果才是理想效果。实际上,很多客户有误区:认为超声波焊接是将所有电线压成一个实体。这在技术上是能实现的,但有两个副作用:①压缩量比较大,减低拉力强度;②会需要较多的能量,会造成工件过热,表象是发黑。
所以,线束焊接的理想状态是留有空余量的六角状结构,下面就详细分析一下具体的数值:
松散的线所表现出来的横截面积是真实横截面积的1.11-1.28倍;通常超声波焊接对产品的压缩量一般为:0.8-0.9范围;所以焊接出来成品的横截面积基本为真实横截面积的1.0-1.1倍范围(测量时需考虑纹路深度的影响)。
1、检验标准
国家目前还没有出台针对于超声波汽车线束焊接的相关标准;IPC/WHMA-A-620A(线缆及线束组件的要求及验收),是我们能找到的关于超声波焊接线束的标准资料,但该标准也只是作了外观等非具体量化的标准约束。IPC标准主要内容:①要求超声波焊接的线束,宽厚比介于1:1和2:1之间;②线材不得出现任何变色;③在加压面可辨识股线的轮廓,但是没有松散的股线。
现在国内企业都是自己制定企业的标准来检验产品,主要有两个评判参数:①拉力参数;②接触电阻。
2、焊接设备上如何分析
超声波线束焊机里有哪些参数调整、检测及如何分析呢?可调整、检测参数:振幅、压力、焊接时间、焊接能量、焊接高度、焊接宽度。
振幅:振幅的确定首先根据所焊材料机械特性,材质越软,需要的振幅越低;其次根据所焊线的横截面积,横截面积越大,代表焊接厚度越厚,考虑超声波在焊接方向上的衰减,所以横截面积越大,振幅越高。同一台机器,在焊接3mm2和焊接25mm2线束时,振幅参数基本要相差30%左右(所以超声波设备如果不具备振幅连续可调的功能,如何能适应线束焊接?)。
压力:横截面积越大,焊接压力越高。好的设备都是通过电气比例阀数字控制。
焊接宽度:根据IPC标准,线结宽厚比介于1:1和2:1之间。横截面积越大,线结宽厚越接近2:1。所以当我们拿到一个线束产品时,首先根据这个规则确定焊接宽度;再根据宽度确定大致的焊接高度。优质焊机都是通过步进电机或伺服电机来调整焊接宽度。
焊接时间、焊接能量需根据所焊线横截面积来试焊确定。
高度参数是重要的分析参数:当我们确定好焊接宽度后,根据前面的分析,高度值就可计算出来,分焊前与焊后高度,作为没有焊之前是否缺线和是否焊接好的评判标准。质量分析,主要就指高度判断;当然,焊接能耗和时间可以作为另外的约束参数,看是否超过范围。一般做法:设定一个高度值(可计算和实际试焊决定),然后设定偏差值,当高度偏差超过范围时,即可判定为不合格,焊前与焊后均是这样。
随着近年来我国汽车产业规模的迅速扩展,与汽车产业链相关联的配套行业也获得了同步发展的市场空间,如汽车产量大幅增加带来的汽车线束需求的倍增,而汽车线束焊接工艺也开始备受重视。汽车线束在车内电子技术含量和数量,逐渐成为评价汽车性能的一项重要指标。
由于缺乏统一的相关标准和监管,使得国内超声波线束焊接市场存在很多不规范、不正当竞争现象,一定程度上限制和阻碍了行业的健康有序发展。超声波焊接作为未来汽车线束焊接的主流工艺,其市场潜力巨大,希望国家和行业协会能够早日出台对于超声波线束焊接的相关规范。督促超声波线束焊接机生产企业提高设备性能,增强线束焊接质量。
- 上一篇:abs工程塑料可以用什么粘接
- 下一篇:激光焊焊接工艺的优缺点