

红外线塑料焊接机设备简介
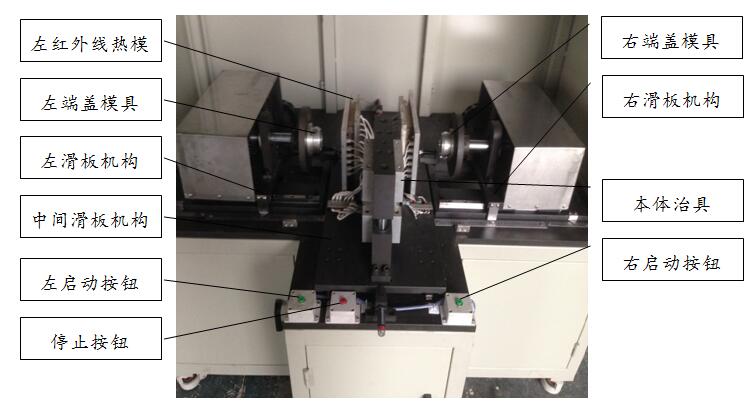
设备分为左右中三大运动机构组成
中间部分:
1.红外线左右热模与本体治具共属中间部分,由中间滑板机构的运作完成切换。
2.本体治具具有夹紧功能,由气缸驱动,直线轴承引导。
3.中间滑板由气缸驱动,线性保持器引导,线性保持器由一条轨道两个滑块构成一套,具有两套,为纵向平行分布
左、右部分:
1.左、右端盖治具,对工件固定采用型腔法及真空法复合固定。在自动模式下,真空法在“合模”之前一直生效。
2.在热熔过程中,由电机输出,链轮机构传动,滚动轴承组保持,滚动轴承组由两个轴承构成,左右各一组,横向共线分布。
3.在合模固化中,由气缸驱动,线性保持器引导,线性保持器由一条轨道两个滑块构成一套,左右各有两套,为横向平行分布。
在手动和自动过程中,如发现问题,可随时按停止(红色)按钮,机器动作将全部停止;
本设备在加工时可使工件加工的报废率降到低,除手动操作外,其它过程都是自动进行,气缸的连贯运动,操作简便,性能稳定,不仅提高了生产效率,而且保证了产品的质量。
红外线塑料焊接机工作原理:
热塑型塑胶产品的焊接与加工,从物理学角度来说,这一过程完全形态转换过程。将红外线灯管(热模)上电后,温度达到设定焊接温度,由气缸将左、右滑板机构推送至热熔位,同时左右端盖作360°旋转,此时左端盖与右端盖同时由热模通过照射的方式热熔,产品受温度影响改变物理形态(称之为热熔过程,时间可调),使待熔接工件达到需要的形态后,由气缸驱动,将左滑板、右滑板机构与热模快速分离,此时左右端盖旋转电机停止,红外线灯管保持低功率待机状态,左右滑板机构回到初始位后,中间滑板机构由气缸推送至后位,中间滑板机构到后位后,左右滑板机构再由气缸推送至固化位,使左右端盖热熔面与本体滤纸紧密结合,经过自然冷却(称之为固化过程,固化时间可调),继而达到焊接的效果。此时产品达到需要形态后固化,完成加工程序。
红外线塑料焊接机配件功能
气缸:控制各运动机构的升降、进退运动,设备各气缸两端有两个可以调节的气管接头,可以调节气缸运动速度的快慢;
滤杯:对输入各气动机构的气流进行水过滤,能够延长各气动元件的工作寿命;
电磁阀组:经可编程控制器(PLC)输出点输出或手动操作发出的相对应的信号来控制各个电磁阀启动气流方向机构,实现对各气缸的运动控制;
磁性感应开关:通过对气缸内部的磁阀感应反应各工位的位置信号,分别装在左右滑板气缸和中间滑板气缸上,当设备工作复位或者工作到位时,气缸上的前端磁感应开关或者后端感应开关必须亮才能使得设备正常工作;
真空泵:运行后产生真空,负责对左右端盖产品吸附固定。
调速电机:负责对左右端盖热熔是进行360°旋转。
红外线塑料焊接机优点:
具有良好的工作效率;
焊接具有高强度,性能好的特征;
采用自动控制技术,让焊接操作变得轻松简单;
所有运动部件都采用气缸,使得运动平稳、更精确;
无污染,无废料,工作更环保;
红外线塑料焊接机操作流程
1.先确保工厂电源(380V)开启;
2.所有设备电源开关打到开启位置,等待20秒(等待设备的各系统进入运行状态);
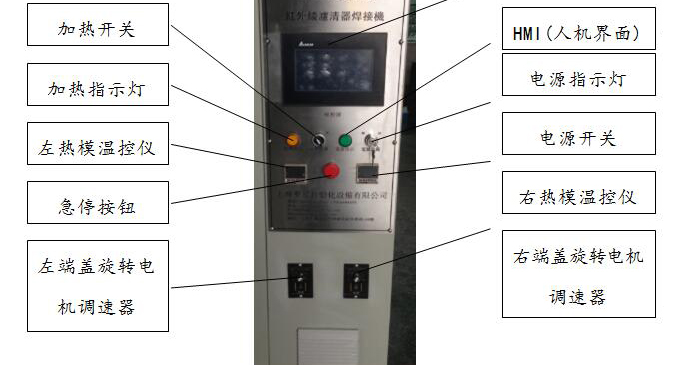
3.待各系统进入运行状态后,旋转‘电源开/关旋钮’至“开”的位置、旋转‘加热开/关旋钮’至“开”的位置、在人机界面将设备选择为 ‘手动’运行模式。此时可以手动对各运动机构的控制,用于生产前的调试。(一般设备在出厂时都已调试好)。
4.将设备选择为‘自动’模式
5.设定焊接参数(热熔时间、固化时间);
设定温度参数(设置温度:按下温控仪上【︿】键,设定温度上调,按下温控仪上【﹀】键,设定温度下调,温度调整后SV显示小数点闪烁,此时需要按下【ENT】键,否则修改设定温度无效。)
6.把原来放在机器上的旧焊接产品呢全部取走,把新的待焊合格产品放好,放好所有产品;
7.此时一切准备就绪,按下左右启动按钮两个同时按,设备开始自动运行;
8.焊接完成后,把焊接完成的产品取出,放入新的待焊合格产品,继续。
红外线塑料焊接机保养与维修
保修工作应由特定的指派人员负责,其应充分了解维修守则及意外防止。
在清洁或维修前,必先关上电源。
应尽可能使用安全设备,在设备运行时,也应尽可能避免接近设备。
在检查电控箱、气控零件及机械零件时应关闭电源,维修有可能漏电装置时,更应采取绝缘措施。
维修时,有必要应戴上眼、口、耳朵的保护罩。不能使用带腐蚀性、除油性及有溶解性的清洁剂。
保持设备在佳状态。
当发现焊接单元或底模有脏物,影响焊接质量时,应立即进行清洁。
红外线塑料焊接机故障及解决方法
现象 |
原因 |
解决方法 |
熔接过度 |
输入工作的能量过多 |
1、减少熔接时间 |
熔接不足 |
输入工作的能量太少 |
1、加长熔接时间 |
熔接不均匀 |
工件扭曲变形 |
1、检视工件尺寸是否差异 |
左端盖、右端盖、本体滤纸之间接触面不平贴 |
模具安装不牢靠 |
|
工件误差太大 |
缩紧工件之公差 |
- 上一篇:超声波塑料焊接设备运输时的注意事项
- 下一篇:热板焊接工艺的优缺点