塑料热板焊接工艺
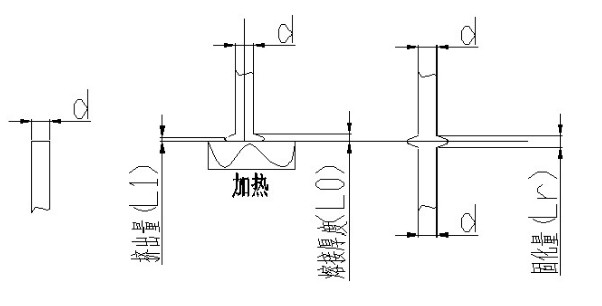
热熔时间:两个定位模与热模的接触时间为热熔时间
固化时间:两个定位模合模以后的时间
熔解量:产品接触热模往下熔解值
固化量:两个焊接产品在固话时往下压缩值
固化量和熔解量关系:焊接的质量与焊接的熔融层的厚度有很大的关系,以及在焊接时挤出熔融物所占的比例,一般焊接的热熔量与料件所焊接的接触面厚度成34%,及L0=0.34d, L1=L1*0.75 Lr=L0*0.25*2
热板焊接面结构设计
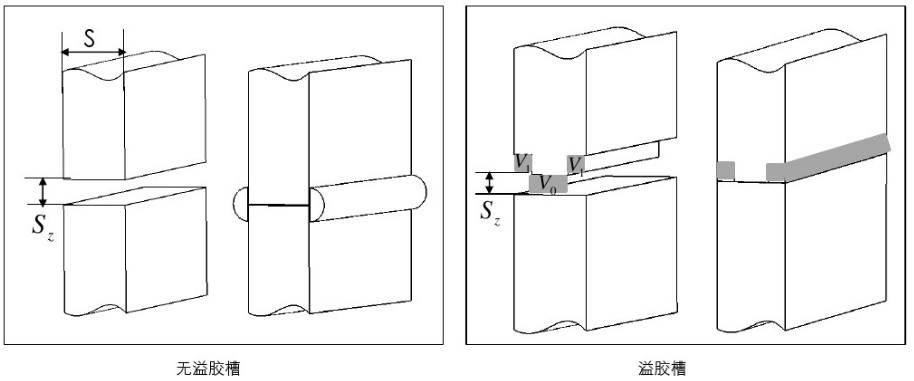
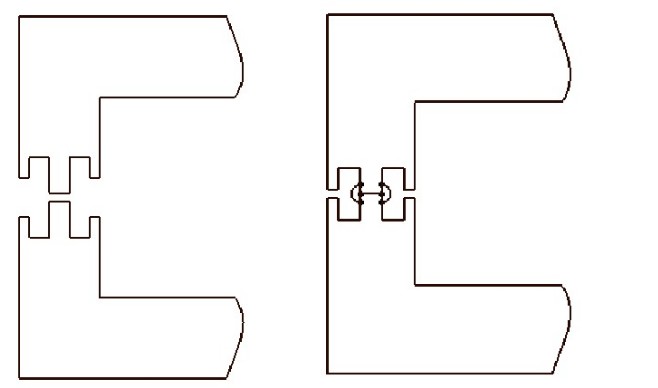
1.无凸缘结构
其适合于产品壁厚相对较厚、侧壁相对较低、焊接强度要求不高或外观要求较高的产品焊接。
针对焊接溢胶问题,可以增加溢胶槽(形式多样),见下图
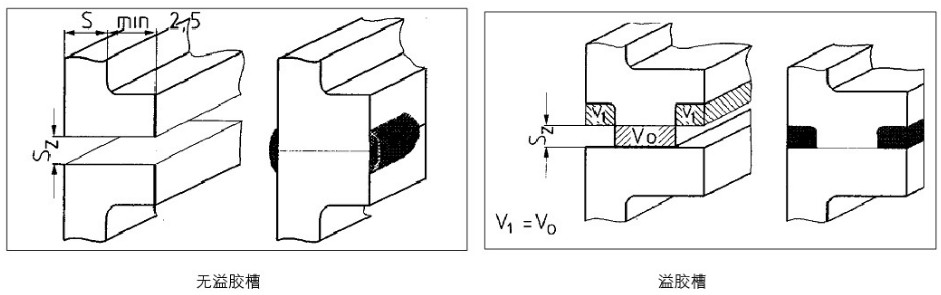
2.凸缘结构
相对于无凸缘结构,该形式增强产品结构强度/增强焊接面宽度及焊缝强度,其适合于较大产品,焊接强度要求较高且外观要求较低的产品焊接。
针对外观及内部要求,可以单侧或双侧增加溢胶槽,形式多样,下图为基本溢胶槽行驶(无挡胶结构),见下图
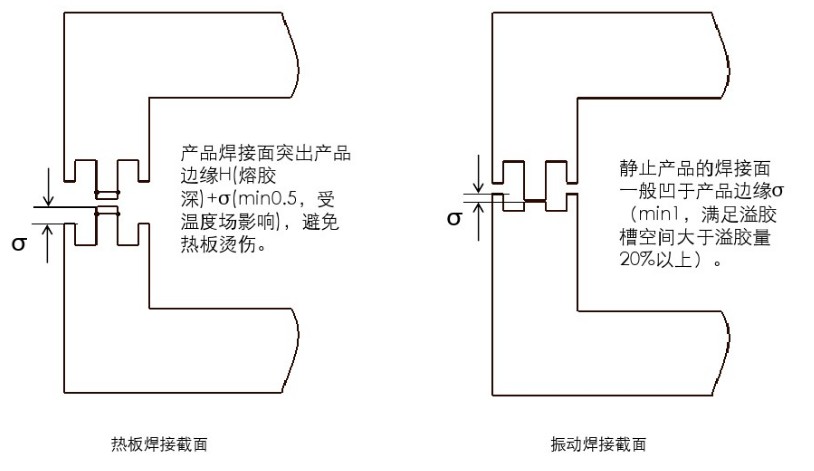
焊接结构衍生时把握以下几点:
熔接线宽度要求(一般1.5mm以上,与焊接强度有关);
熔胶深度(一般1mm以上,与焊接强度有关);
溢胶槽空间需大于熔胶量,一般控制20%以上余量;
焊接产品的边缘间距需大于熔胶深,避免热板稳定场影响,烫伤产品边缘(一般间距1mm以上);
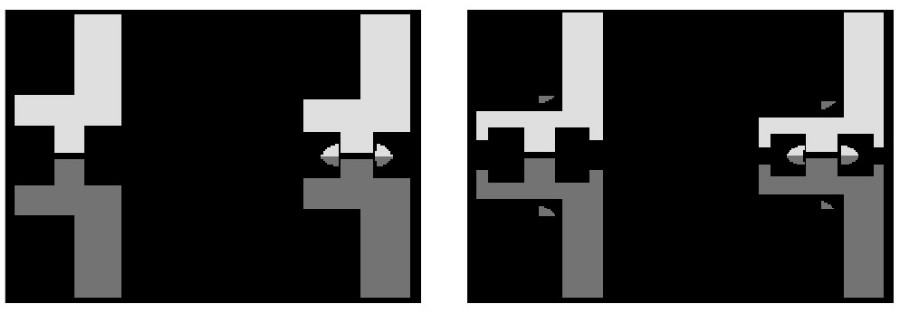
基本形式A衍生形式
基本形式B衍生形式
热板焊接面结构形式与振动摩擦焊面结构形式区别
由于其焊接原理不同,焊接截面区别如下:
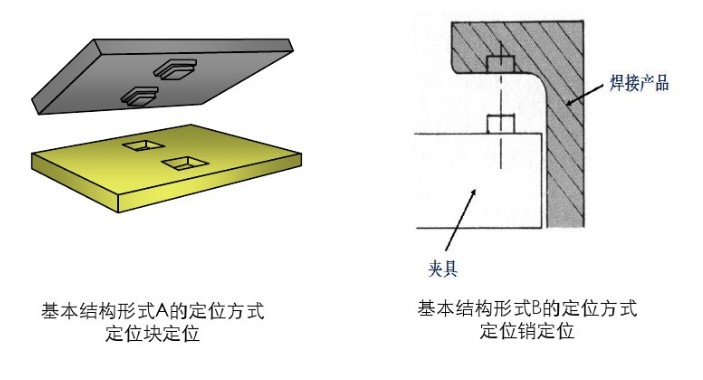
热板焊接零件定位于支撑
为保证产品的焊接精度,待焊接产品需精度定位与焊接机夹具之上
通常以定位销的形式定位,如下图:
- 上一篇:超声波塑料焊接机价格差别的原因
- 下一篇:塑料超声波技术应用