

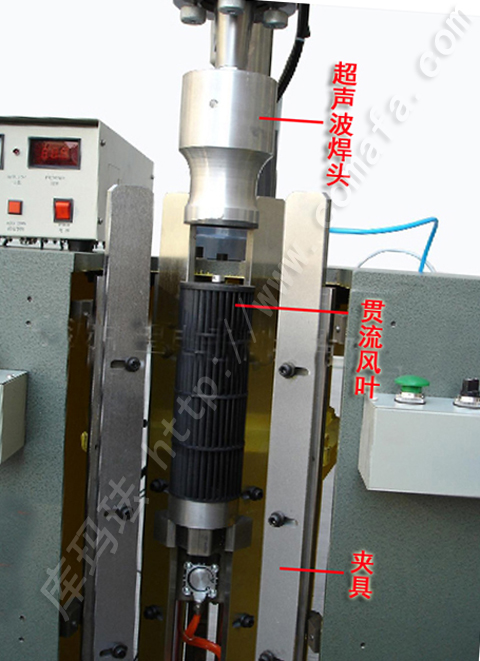
贯流风叶超声波焊接机的调试阶段,由于工艺参数的选用不当,出现了不少焊接失败的情况,总结起来主要有一下几种。
1.焊缝挤出量过大
超声波塑料焊接过程中,在接口振动产热的作用下,焊接线首先熔化,并在焊接压力作用下在焊接面的缝隙中铺开,在焊接面之间形成一层熔融塑料,随着冷却凝固使两个焊接面连接在一起。在理想的焊接过程中,焊接线全部熔化并在寒风中铺开,熔融后正好占据整个焊接面。这样得到的焊接强度有保障,同时焊接口美观。
当焊接振幅大、焊接时间长,振动产生的热量会超出熔融焊接线所需的热量,导致焊接线意外的材料被熔化。此时如果焊接压力偏大,会将多余的熔融材料从焊缝中挤压出来。这种情况下,焊接强度足够,但焊接后的产品会与预计的存在尺寸偏差,同时焊接不美观,属于失败的焊接。遇到这种情况,首先要适当降低焊接功率和焊接时间,保证材料不被过多的熔化。其次要降低焊接压力,避免熔融材料挤出量过大。
2.压溃
为了保证焊接可靠,焊接过程必须保证两个焊接件在焊接面上有一个预压力。首先,这个压力时保证超声波振动能量转换为热能的关键。通过振动产生摩擦,而焊接压力的大小直接影响摩擦力的大小,从而影响热量产生的速度。另外,两个焊接机之间是通过焊接压力来挤压熔融的焊线。另外,两个焊接件之间是通过焊接压力来挤压熔融的焊线,使其遍布焊缝,并在熔融材料冷却凝固之前保持这个压力,才能形成合适焊接接口。
焊接压力作用在贯流风叶上,必须要考虑单片贯流风叶的结构强度,特别是还处在振动的状态下,其结构强度必然比静态时要低。在焊接贯流风叶时,结构强度弱的地方当属环形分布的35片叶片处。当焊接压力过大,或者叶片之间受力不均导致某侧的叶片受力过大时,薄薄的叶片很容易被压溃,导致断裂,这个时候同时伴随着焊缝挤出量过大的问题,从而可以判断,其焊接压力应该超出了理想值。发生这种问题,应该坚持焊接件的夹持是否出现偏斜情况,导致了压力分布不均。如果压力分布是均匀的,则应该适当降低焊接压力。
3.焊接不牢固
对有焊接质量的判断,焊接强度是度量的一个量,所以它往往被作为主要的焊接质量评价标准。要达到足够的焊接强度,必须保证焊线材料的熔融量、熔融材料在焊缝中的分布、熔融材料冷却凝固前足够的预压力。
以上三点中任意一点的不到保证时,就会导致焊接强度低,甚至焊不上的问题。大部分的贯流风叶叶片槽内熔融材料不足,说明焊接时间或者焊接功率不够,导致焊接过程产生的热量不足以将焊接线全部熔化。同时也会出现压力分布不均的情况,叶片折断侧的压力过大。
出现上面情况,首先应该调节超声波焊接夹具,消除焊接压力分布不均的问题,然后适当地增加焊接时间或焊接功率,保证焊接过程的产热量。经过大量焊接实验,发现当焊接振幅设置在20-25μm,焊接时间在0.9-1.2s内,焊接压力设置在0.4-0.6MPa时,得到的焊接质量较好,切比较稳定,能过满足全自动超声波焊接机自动焊接贯流风叶的需求。
- 上一篇:超声波塑料焊接中的噪音与防止
- 下一篇:超声波焊接哪些产品?