
1)设计思路
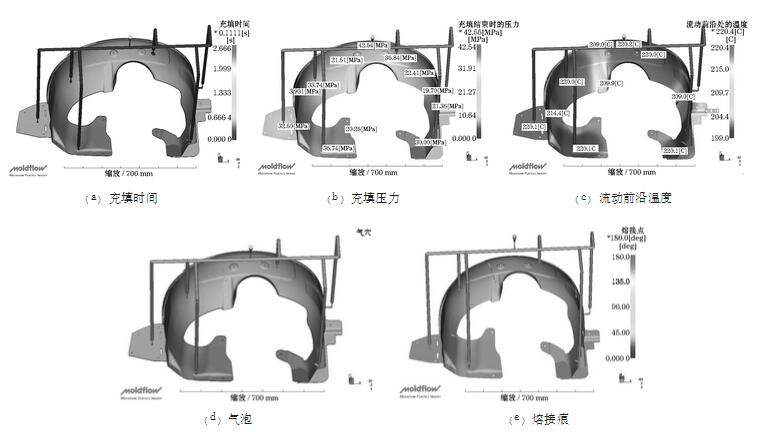
根据轮罩外观尺寸较大,且形状不规则,壁厚不均匀等特点,在进行模具项目分析和零件结构合理性分析的同时运用Moldflow软件对零件进行浇口位置、浇口大小、充填时间、塑料流动前沿温度、模腔压力、锁模力、气泡位置、熔接痕位置等分析。通过模流分析结果确定模具结构为:
1.一模一腔排位;
2.六点进胶式热流道系统;
3.模具在1250吨及以上注塑机上生产;
4.采用非标三板式模架;
5.行程较大的几处侧抽芯用油缸驱动,其它侧抽芯采用斜导柱驱动;
6.产品留在动模,采用机械手直接抓取工件方式。
根据上述结果进行模具结构设计,同时在Moldflow软件中加入冷却水道等进行完整的模拟分析,并利用分析结果来确定终的模具设计方案。
2)模具结构
1.浇注系统设计
由于汽车轮罩属于大型薄壁零件,在注塑成 型过程中要有良好的流动性,在模具设计过程中必须使用热流道以保证在一定流动范围内,熔料在工艺可控范围内可以充满型腔。经过对熔体模拟流动分析(见下图),确定六点浇口佳位置。为避免在塑件表面出现明显熔接痕,六点浇口尺寸分别为,其中四点直径为3.5mm,斜度为单边2度大浇口直接在产品上进胶;另两点采用宽为20mm,高为3mm,斜度为15度的侧浇口在滑块顶部处进胶。
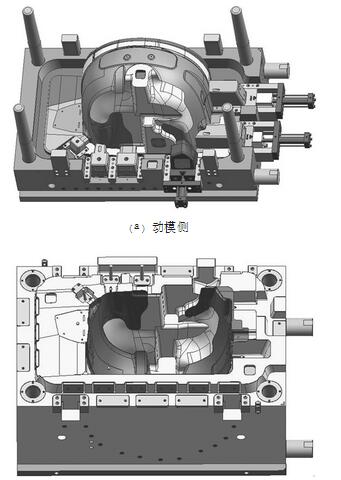
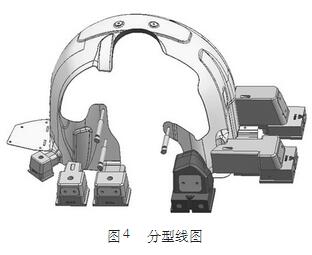
2.分型面设计 为了保证塑件外观质量和 取件的需要,塑件的主分型面位于装车状态底部轮廓面上,六处侧抽芯分型线留在产品表面(征得客户同意),其他三处圆孔抽芯分型线在产品表面圆孔口。如下图所示。
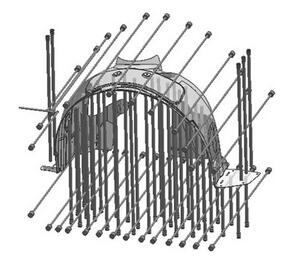
3.侧抽芯机构设计
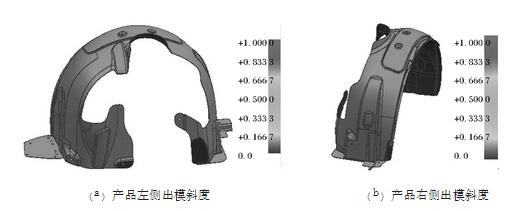
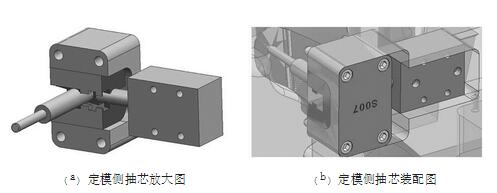
通过分析塑件的共有9处不能直接沿脱模方 向成型倒勾,将其设计成侧抽芯结构[4](见下图1)。其中六处侧抽芯考虑到取件的方便,滑块加 大,固定在动模上,抽芯行程大于10mm的采用液压油缸驱动,其余采用斜导柱驱动。其它三处圆孔设计成镶针侧抽芯,固定在定模上,采用液压油缸驱动。如下图2.
4.冷却系统设计
定模采用一进一出的直通式冷却水道进行冷 却。动模也采用一进一出中间用潜入式水井逼近产品表面的冷却水道进行冷却。六处抽芯均设计有冷却水道进行冷却。经过模流分析,能保证进水口和出水口的温差在2℃~3℃,不会产生由于温差过大造成塑件收缩不均匀的现象,水道布局,如下图所示。