1.铝箔分切机的的超声波焊接的原理与超声波焊接机的主要组成
铝箔超声波焊接就是先将交流工频电转变成高频电能,被转换的高频电能通过 换能器再次被转换成为同等频率的机械运动,从而将再高频振动能量传递至焊盘,在焊 盘与被焊接的铝箔间加压并传送振动能量,使得两面铝箔表面相互摩擦而形成分子 层之间的熔合,从而达到焊接熔合的效果。我们通常用于超声波焊接的频率为≥ 20 kHz,而人的听觉频率范围是20Hz~20kHz,超过20kHz的声波为超声波。超声波焊接机主要由超声波发生器、换能器、焊盘及连接专用电缆组成。
下面介绍超声波焊接机的主要组成:①超声波发生器的主要作用是将220 V , 50 Hz的交流电源通过电子线路转化成超声频率为≥20 kHz的电振荡高频信号,它主要由电子振荡器、电压放大器、功率放大器和输出变压器等部分组成,其中电子振荡器是超声波发生器的重要的部件,可以说是超声波发生器的心脏,它具有频率自动控制(AFC)功能。随着集成电路、半导体和功率器件的快速发展,超声波发生器也正在向大功率、小体积、模块化和智能化方向发展,使得频率、振幅、功率控制更加稳定、可靠。②换能器,一听名字就知道是能量转换的装置,它就是将超声波发生器产生的高频电能转换成机械振动,并通过增幅轴传递至焊盘的能量转换增幅装置。特别注意的是它不仅能转换能量还能增幅。③焊盘是由特殊材料制成的形状如碟盘般,主要是将机械振动能直接传输到需压合焊接铝箔间的一种声学装置。
2.超声波焊接机的应用和焊接装置组成
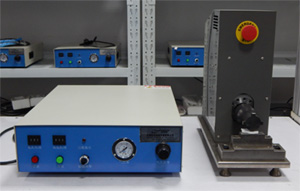
将超声波焊接机应用在铝箔分切机上进行铝箔的焊合,不仅仅只需要超声波焊接机就可以完成焊接操作,还需配套相应的机械传动、位置检测、机构旋转和压力调节控制等装置,如行走机构、升降机构、压紧调节机构。行走、升降机构由电机驱动,压紧装置由气缸控制,并可调整压力。发生器的振幅、行走速度(焊接时间)、焊盘的接触压力可根据铝箔厚度进行调整。这样才能在铝箔分切机上进行铝箔的焊合。
焊接装置的组成主要有:
套压电陶瓷超声波焊接装置,功率大约在150600 W之间,可用于焊 接厚度为0. 006一0. 04 mm的铝箔。
1个高频发生器,安装在全钢机壳内(20 kHz公称频率)。
1个高频换能器,用于能量传递与转换。
1个带对称旋转的专用超声波焊盘,用于焊接铝箔断头。
1条专用电缆,用于超声波发生器和换能器的连接。
1套安装在主机架上的横向移动装置,包括焊接小车。焊接时,焊接 小车由一台带精密定位调节
3.超声波焊接装置的主要调节参数
由于铝箔所具有的独特金属性能,对它的焊接性能要求比较高,压力和振幅等参数调整不合适极容易造成铝箔断裂或产生孔洞,致使金属材料抗拉强度不够。从而在加工的时候发生断带现象,出现更多废料。因此,在对不同厚度和合金规格的铝箔进行焊接时,需要对相应的参数进行调整。
下面是超声波焊接装置的主要几个参数:
1)振幅大小:振幅是铝箔焊接过程的一个关键参数,这就相当于电铬铁的温度,温度达不到就会熔接不上,温度高就会使原材料氧化或导致结构破坏而强度变差。
超声波焊接机在工作时,它的输出振幅是恒定的,并需根据不同的焊接材料进行精确调整。振幅通过调节旋钮使振幅在额定振幅的30%一100%范围之间变化,同时对应额定焊接输出功率在6%-100%范围的变化。焊接机输出功率和振幅调节范围的关系,增大焊接机的振幅,焊接机的输出功率将相应变化,这就为焊接不同材质、不同厚度的铝箔提供了基础。
2)焊接时间:用于调节超声波发射的持续时间,调节时间为999 ms,一般的要根据焊接材料及厚度进行设定,但是通常超过1. 5 S熔接时间均可视为熔接失败。
3)焊接频率:调节焊接机的中心频率,一般出厂时已经调整好,无需调整。
4)接触压力:气动部分主要作用是在焊接过程中完成焊盘加压、保压等压力工作。包括节流阀、气压调节旋钮。节流阀用于调节气缸的上、下速度。气压调节旋钮调节工作气压,从而控制焊盘与铝箔的接触压力。
为了保护超声波焊接机保障其安全工作超声波焊接机还具有动态过载保护和过热保护功能。
动态过载保护是为了保护超声波发生器出现过载损坏,当功率超出额定功率或发生器/换能器系统出现不正常运行(如焊盘损坏和松动)时,过载现象将产生。此时,多余的能量将回馈电网。只有当故障消除后,焊接机才能正常工作。
当冷却条件和环境温度超出正常值,过热保护将动作,只有当发生器温度降低后,才能继续工作。
4.超声波的焊接作用
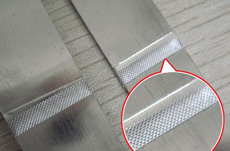
在来料铝箔有断头或卷取过程中断带而卷取长度未能达到标准要求时,需要将开卷的铝箔焊接一起,使之能卷取到满足长度标准的要求。在以前分切机处理铝箔断头都采用专用胶带进行粘接,但在退火后往往由于高温及粘合剂的挥发,粘结处出现开裂脱落,致使下道工序无法连续生产,严重制约了客户生产效率的发挥,降低了成品率。而超声波焊接则可以避免这些,其不需要添加任何粘合剂或填料什么,而且操作简单,焊接速度快,焊接合金的力学和物理性能不发生宏观变化,接头的强度高稳定性也比较好。因此,铝箔分切机的焊接技术,在国内配套的分切机上安装了超声波金属焊接机,并配套制作了行走、升降、翻转和压力控制机构,经过各种厚度铝箔的试验,取得了较好的效果,抗拉强度均达到了国家标准规定的基材力学性能。
铝箔分切机配上超声波焊接机满足客户的要求,实现高效生产已经成了不可缺少的一部分,在生产中起到了举足轻重的作用。
- 上一篇:高周波熔接与超声波焊接的不同之处
- 下一篇:平板太阳能焊接方式:激光与超声波